聯系我們
電話:0317-8855498
手機:13833981284
QQ:3515789638
地址:河北省滄州市南皮縣南皮鎮金剛路與西環大街交叉路口西行100米路北
郵箱:3515789638@qq.com
液晶模組鐵框涂刷過程的注意事項
點擊率:
發表時間:2017-11-22
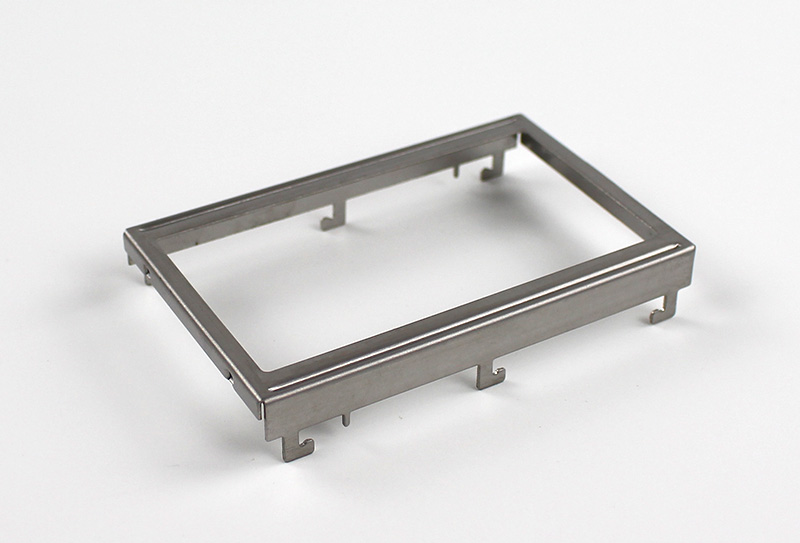
鐵框是一種鐵架,眾所周知它可以用在生活的各個領域。 LCD鐵盒,LCM鐵盒,COB鐵盒,COG鐵盒,彩色鐵盒,鐵盒觸摸屏。
有不同種類的鐵制底盤,不同類型有不同的應用,問題出現了,液晶模組鐵框在生產涂刷操作的注意事項有哪些?
為了防止油漆在沉降時粘附,需要在攪拌器油漆前涂上油漆,并轉移到合適的粘度,用刷子提起刷子,自然掉落細網30-50滴/需要。
2,使用的面漆將繼續在同一過程中細化方法和方向。
3,面漆使用前必須徹底混合,以保持均勻的顏色,更薄的系統必須是適當的,你需要精確選擇完全相同的顏色完成。它的粘度,一致性,必須確保沒有刷子圖案,以免刷子掉落。
4,鐵框被涂漆,根據不同的類型,操作壓力,環境溫度可以靈活把握涂料的粘度。操作壓力為3-6kg / cm 2。對于噴槍和物體的表面,通常大約250-400mm是合適的。噴漆的流動方向應該以約10-12米/分鐘的速度垂直于均勻桶狀物體的表面。
如果時間較長,在刷洗待清洗的油漆表面之前,要用碎屑清除損壞的組件,底漆也必須是初步的修復底漆。